森美源
電子通訊輔料研發應用制造商
合作熱線:
138-0258-0682Email:
[email protected]2021-10-21 14:52:43 0
1、工位設計及排樣圖設計
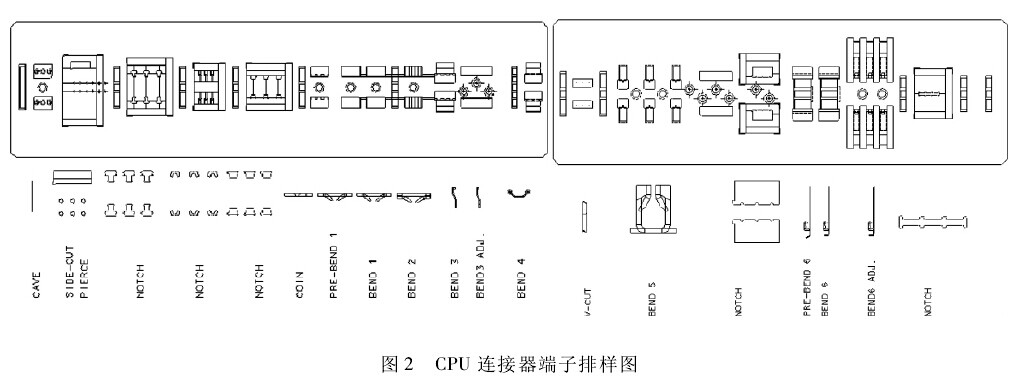
工位設計主要考慮毛坯的排樣方式、沖裁和彎曲的工藝性、載體設計、定位方式及端子沖壓模具強度Coal。工位設計總的原則是先沖裁、再折彎,綜合考慮端子沖壓模具強度、剛度及結構合理性,在適當位置增設空工位以保證端子沖壓模具強度或在試模不成功時可增加工位。載體是為了將運載條料上的工序件在端子沖壓模具上穩定送至后續工位而設計的,因此,其必須要有足夠的強度,以便平穩地將工序件送進而不致使工序件變形。采用非字形載體送料,最后再將非字形載體中間沖裁分為兩條條料,其穩定性較好。采用側刃加導正銷形式定位,精度較高。
根據后續電鍍及裝配的需要,端子沖壓產品設計時己經規定了送料步距、載體形式以及導正定位針的大小、位置等。工位設計時考慮此端子部分關鍵區域(如“R”形頭部)不允許有沖裁毛刺,設置有倒角去毛刺工站(COIN )。根據前述分析,CPU連接器端子沖壓排樣圖如圖2所示。
2、薄材高速送料步距精度控制
由實踐經驗總結出,多工位級進模的步距對稱偏差值s可由下式確定,
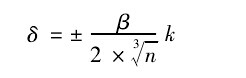
式中:s為多工位級進模步距對稱偏差值;β為零件展開后沿條料送進方向最大輪廓基本尺寸精度提高3級后的實際公差值;k為模具設計的工位數;k為修正系數。
經計算得出此套多工位級進模的步距偏差值s=+0.01mm。在實際的高速端子沖壓過程中需采取相應措施控制送料步距的精度,在此套薄材高速精密多工位級進端子沖壓模具中,除設計有側刃定距外,考慮材料較薄,送料過程中難免會有偏差,在沖定位孔后立即用定位針定位,控制送料步距的準確性,且此處導正定位針采用高耐磨的CD650材料;另外,在折彎成形處為保證端子沖壓模具送料步距的精確性,還在折彎成形的同時設計卡料定位端子沖壓零件,通過以上多種措施來滿足薄材高速精密多工位級進端子沖壓的需求。
以上內容就和大家分享到這里,內容僅供大家參考!如果想要了解更多關于端子沖壓加工的相關知識,請關注森美精密端子沖壓廠家網站(http://m.fkcqejv.com/),我們會定期更新內容;如果想要咨詢精密端子沖壓加工價格,歡迎來電咨詢或者是網站留言,我們會及時與你聯系!咨詢熱線:138-0258-0682